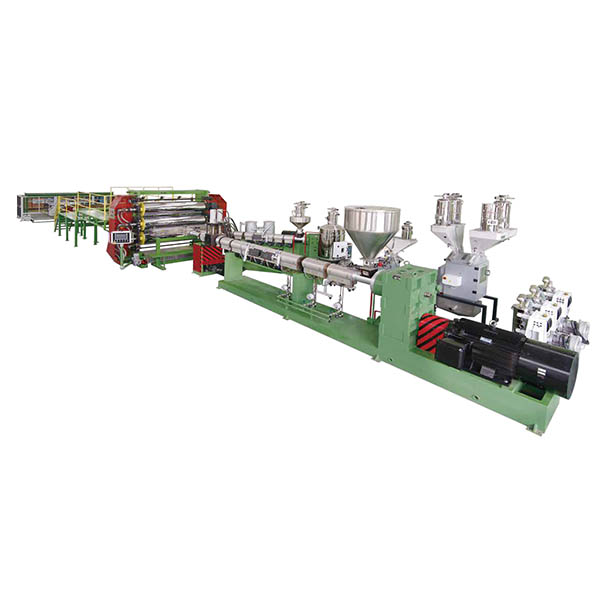
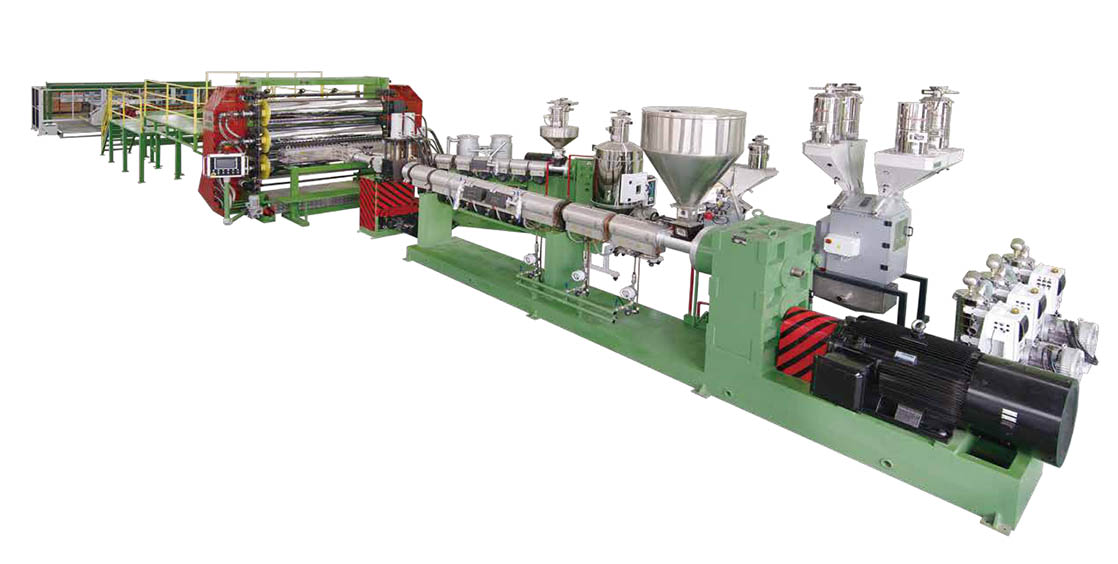
Лінія па экструзіі пласцін для термоформования HDPE
Jwell пастаўляе перадавую экструзійную сістэму, яна падыходзіць для вытворчасці матэрыялу HMW-HDPE, які мае нізкі MFI і высокую трываласць у пліту, пласціны ў асноўным выкарыстоўваюцца для вытворчасці аўтамабільнай дошкі для перавозкі, укладыша скрынкі пікапа, вечка грузавіка, анты-дажджу вечка і г.д. Таўшчыня пласціны можа паменшыць больш чым на 30%, калі яна мае аднолькавую ўдарную трываласць, гэта зніжае сабекошт вытворчасці для вытворцаў. Таўшчыня пліты 2-12 мм, шырыня 2000-3000 мм.
Асноўныя тэхнічныя характарыстыкі
|
Мадэль |
Шырыня вырабаў (мм) |
Таўшчыня вырабаў (мм) |
Прадукцыйнасць (кг/г) |
|
JW130+JW70 |
2200 |
1,5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1,5-12 |
800-900 |
Заўвага: тэхнічныя характарыстыкі могуць быць зменены без папярэдняга паведамлення.
Адлюстраванне малюнка прадукту




Сістэма трансмісіі
Функцыяй сістэмы прывада з'яўляецца прывад шруба і падача крутоўнага моманту і хуткасці, неабходных шнеку ў працэсе экструзіі. Звычайна ён складаецца з рухавіка, рэдуктара і падшыпніка.
Прылада ацяплення і астуджэння
Награванне і астуджэнне з'яўляюцца неабходнымі ўмовамі для працэсу экструзіі пластыка.
1. Экструдар звычайна выкарыстоўвае электрычны нагрэў, які падзяляецца на нагрэў супраціву і індукцыйны нагрэў. Награвальны ліст усталёўваецца ў тулава, шыю і галаву. Награвальны прыбор награвае пластык у цыліндры звонку, каб павысіць тэмпературу, каб дасягнуць тэмпературы, неабходнай для працы працэсу.
2. Астуджальная прылада экструдара настроена так, каб пластык знаходзіцца ў тэмпературным дыяпазоне, які патрабуе працэс. У прыватнасці, гэта павінна выключыць залішняе цяпло, якое ўтвараецца ў выніку трэння зруху, выкліканага кручэннем шрубы, каб пазбегнуць занадта высокай тэмпературы, каб пластык не раскладаўся, абгараўся або складаўся ў форме. Астуджэнне ствала дзеліцца на два тыпу: вадзяное і паветранае. Як правіла, для паветранага астуджэння больш падыходзяць малыя і сярэднія экструдары, а буйныя ў асноўным з вадзяным астуджэннем або спалучаюцца з двума формамі астуджэння.





